
Productos
nuevos productos





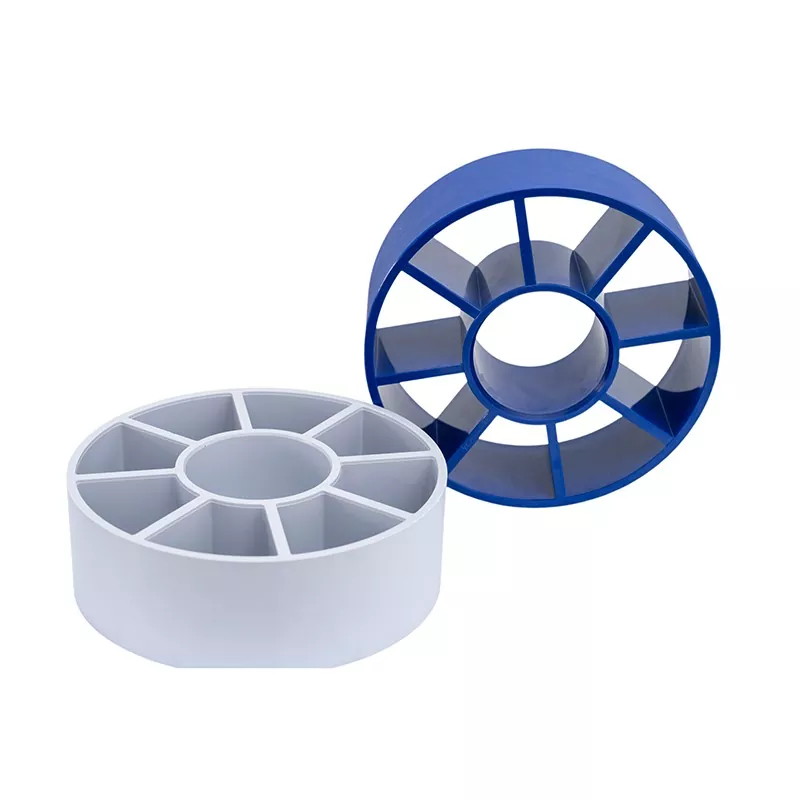

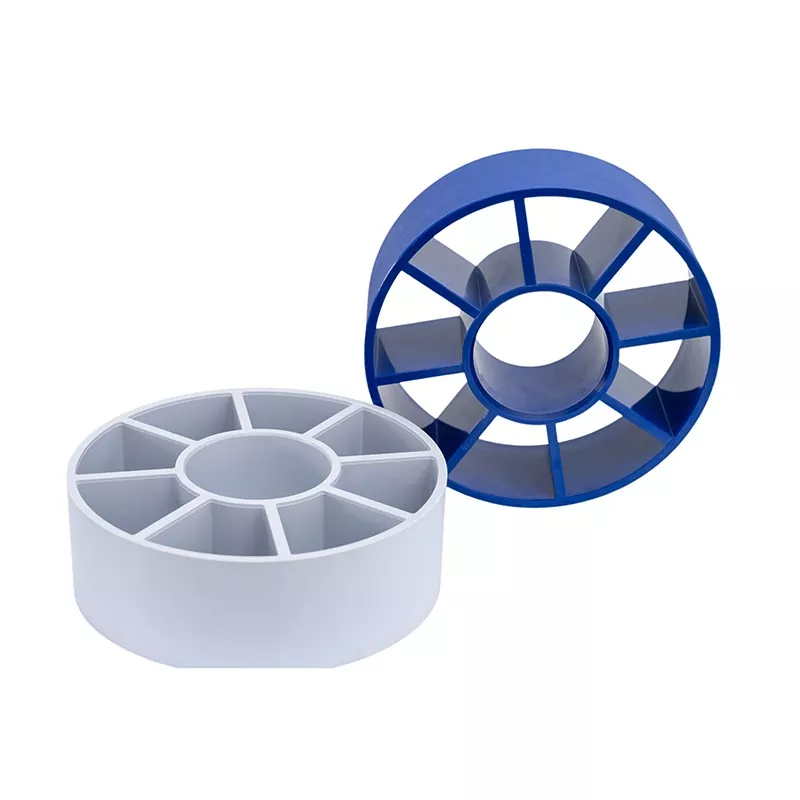
ID 3 pulgadas OD 8 pulgadas Carrete ABS de doble capa
Hongkai Plastic ha dedicado muchos años a la investigación y el desarrollo y la fabricación de carretes de ABS de doble capa con diámetro interior de 3 pulgadas y diámetro exterior de 8 pulgadas. Utilizando materiales modificados ABS reforzados con fibra de vidrio como núcleo, la empresa emplea formulaciones de baja contracción (≤0,3%) y alta resistencia al calor (estable a 120 °C) para lograr una precisión líder en la industria: redondez ≤0,05 mm y rectitud ≤0,1 mm. Esto resuelve eficazmente los problemas de devanado y hundimiento en forma de onda en los separadores, lo que aumenta las tasas de rendimiento de las baterías de los clientes en más del 5 %. Contamos con la certificación del sistema de gestión de calidad ISO 9001 e informes de pruebas ambientales de SGS. Nuestros productos pasan la validación en entornos extremos de -40 °C a 120 °C con una vida útil superior a 5 años, lo que reduce significativamente los costos generales de los clientes.
Enviar Consulta
Descripción del Producto
China ID 3 pulgadas OD 8 pulgadas Carrete de ABS de doble capa de la fábrica de plástico Hongkai, el proceso de producción de los núcleos de carretes de ABS difiere del de los tubos de ABS. No se logra completamente mediante moldeo directo o un solo proceso de moldeo por inyección, sino que combina el moldeo por extrusión con la tecnología de conformación de moldes: primero, el procesamiento de la materia prima implica secar la resina ABS en un horno a 70-80°C durante 4 horas, controlando estrictamente el contenido de humedad a ≤0,1% para evitar burbujas o degradación del material durante el procesamiento; Posteriormente, la plastificación y la extrusión se producen mediante una extrusora de un solo tornillo, calentando el ABS hasta un estado fundido. Las temperaturas se controlan de la siguiente manera: 150-165°C en la sección de alimentación, 165-180°C en la sección de plastificación y 170-180°C en la sección de homogeneización. Al mismo tiempo, la relación longitud-diámetro del tornillo se mantiene en 12-18:1 y una relación de compresión de 3-4:1 para lograr una plastificación uniforme y formar un tubo en bruto continuo. Luego se le da forma a la pieza en bruto utilizando un molde especialmente diseñado y mantenido a 175-190°C. Su forma final se imparte directamente a través de una estructura de ranura interna triangular-octogonal externa. Después de pasar por el molde de conformación, el tubo en bruto ingresa a un tanque de agua de 25 cm de largo para enfriarlo y fraguarlo. con temperatura del agua controlada a 20-30°C para solidificar la estructura y minimizar la deformación. Luego, una máquina de tracción arrastra los tubos enfriados hasta una máquina cortadora, donde se recortan automáticamente a las dimensiones preestablecidas para la producción final. Este proceso ofrece ventajas significativas: en la precisión estructural, la formación de moldes crea complejas estructuras triangulares internas y octogonales externas en un solo paso, eliminando errores de procesamiento posteriores. Las tolerancias dimensionales se controlan estrictamente dentro de ±0,1 mm, lo que lo hace particularmente adecuado para aplicaciones de alta precisión como carretes separadores de baterías de litio, lo que garantiza la estabilidad y la planitud del bobinado. En términos de eficiencia y costo de producción, la extrusión permite una producción continua con una sola línea que logra una producción diaria de 500 a 1000 metros, lo que la hace muy adecuada para pedidos a gran escala. Después de amortizar los costos del molde, los costos unitarios se reducen entre un 40% y un 60% en comparación con el procesamiento de metales, lo que ofrece una excelente rentabilidad. En cuanto a la adaptabilidad del material, la resina ABS ofrece excelente resistencia química, brillo superficial y fluidez de procesamiento, lo que la convierte en un material ideal para tubos centrales. La resistencia se puede mejorar aún más mediante modificaciones como el refuerzo de fibra de vidrio para cumplir con diversos requisitos de carga.
Los parámetros estructurales fundamentales del carrete ABS de doble capa ID 3 pulgadas OD 8 pulgadas están meticulosamente diseñados para cumplir con los requisitos industriales de alto nivel: el diámetro de su tubo interno de tres pulgadas sirve como dimensión central para la estructura de soporte interna del cilindro central, lo que impacta directamente la utilización del espacio interno. Por ejemplo, en los procesos de devanado del separador de baterías de litio, este diámetro interior debe coincidir exactamente con el sistema de control de tensión del devanado del separador para garantizar la planitud del devanado. El diámetro interior de 8 pulgadas del tubo exterior determina la capacidad de carga general del núcleo. Combinado con un espesor de pared de 6 mm, este diseño optimiza la utilización del material al tiempo que garantiza la integridad estructural. Este producto exhibe una resistencia térmica excepcional, soportando pruebas en ambientes extremos de -40°C a 120°C, lo que lo hace particularmente adecuado para procesos de curado a alta temperatura en la producción de baterías de litio. La utilización de una formulación de baja contracción mejora significativamente la estabilidad dimensional, extendiendo la vida útil más allá de cinco años y reduciendo efectivamente los costos de reemplazo de equipos del cliente. En cuanto al desempeño ambiental, el eje central de ABS ha pasado las pruebas autorizadas de SGS, cumpliendo plenamente con los estrictos requisitos de reciclabilidad para materiales en la nueva industria energética. Su acabado superficial alcanza estándares líderes en la industria, con una rugosidad de la superficie del núcleo Ra controlada en ≤0,8μm. Para aplicaciones premium que exigen ≤0,5 μm, este mecanizado de precisión reduce sustancialmente la resistencia a la fricción durante el bobinado del separador, minimiza la generación de electricidad estática y evita la contaminación del separador o los rayones en la superficie. En consecuencia, las tasas de rendimiento de la batería mejoran en más de un 5%. Esta calidad de la superficie se logra mediante equipos de extrusión calibrados al vacío y 12 estrictos procesos de control de calidad, respaldados por la trazabilidad digital de todo el proceso. En particular, la precisión del mecanizado del tubo central afecta directamente el rendimiento de la batería: su precisión dimensional garantiza la consistencia de la resistencia interna de la batería dentro de un rango de variación del 15 % al 20 %. Además, después de 1000 ciclos de carga y descarga, mejora la retención de la capacidad de la batería entre un 5% y un 8%, lo que proporciona una garantía fundamental para la confiabilidad a largo plazo de las baterías eléctricas.


Etiquetas calientes: ID 3 pulgadas OD 8 pulgadas Fábrica de carretes ABS de doble capa
Categoría relacionada
Enviar Consulta
Por favor, siéntase libre de dar su consulta en el siguiente formulario. Le responderemos en 24 horas.



